本内容は、著者が医薬品原薬のプロセス開発で実際に経験した或いは解決策を相談されたスケールアップ製造での失敗事例についてお話しします。内容については、開示できる範囲に限度がありますので反応式等は模式的に記載しています。
筆者は、「一回の失敗は仕方がない、二回目はあほで済まされるが、三回同じ間違いをしたらボケ・カス・馬鹿垂れ・落第」と常々言ってきました。失敗を繰り返さないためには、なぜ失敗したのか、なぜ予測できなかったのか、なぜデータ取りが甘かったのか、なぜ取得データを詳細に分析しなかったのか等の何故、何故の繰り返しと、製造設備・機器の原理・機能・性能・能力の把握と理解することです。また、失敗しないためには、これからは予防的行動(品質リスクマネージメント)が重要であると思っています。
スケールアップでの失敗には理由がある。また、現場製造は、実験室と違って一発勝負である。
最初に行うスケールアップ(パイロット)製造では、実験室で組み上げた製造法(標準操作法)を用いて実施するが、製造現場で予期しなかった状況が発生したり、実験室で出来ていた操作が出来ず失敗することが多々あります。実際、医薬品原薬のパイロット製造は実験室で組立てた標準操作法を製造現場で検証する場であり、トライ&エラーを重ね製造条件を修正しながら標準操作法を確立して行くのが旧来のプロセス開発であった。少しでも製造現場でトラブルを回避するためには、製造現場設備を知り製造操作法の品質リスクマネージメントを行うことである。 品質リスクマネージメントとして、スケールアップに重要な変動要因(ファクター)の見極め、操作時間の違いによる熱安定性、スケールアップ時に予想される操作トラブルの可能性、製造設備・機器の構造・原理・能力・操作の相違、操作リスク、スケールアップ経験、並びにスケールアップ操作時の加熱・冷却・時間のファクターによる反応活性体・中間体等の安定性条件等々について品質リスクアセスメントを実施し、操作条件を最適化するデータ取得の実験計画を作成することです。
プロセス研究者は品質リスクアセスメント実施するにあたり、実験室の装置と使用予定のプラント製造設備・機器の構造・原理・性能・能力の差異或いは同等性を理解し、製造量に合わせた変動要因パラメータ・操作方法・撹拌数・操作時間を科学的に予測する必要がある。そのためには、標準操作法を現場で忠実に再現させる経験とノウ・ハウを持ち、科学的スケールアップ(或いは、ダウン)シミュレーションを行う能力を身に着けることです。

2. 現場の設備・機器の構造・原理(ミニチュア機)の幾何学的相似:実験装置の現場製造設
備・機器の形状・寸法の相似(設計と製作)
事例 1 ニトロ化反応中に反応が急激に進行し反応槽から反応液が噴き出した1)
1) 私的データより
Scheme 1

原因:
① 製造現場での聞取りと製造記録書の精査を実施したが、急激なニトロ化がなぜ起こったのか不明であった。
② 実際にニトロ化反応を実施してみた。特に標準操作法に問題点は認められなかった。
③ 化合物 1 の抽出濃縮物は濃いブラウン色であり、現場反応缶中での完溶確認が困難であっ
た。
④ このことから、精製した化合物1を用いて本ニトロ化反応を標準操作法に従い実施した結果、収率 >97% で目的物 2 を与えた。本ニトロ化反応は発煙硝酸の滴下と同時に進行し、滴下に より制御可能であり製造に用いる反応条件として問題はなかった。
反応槽は濃いブルー色であり、濃縮混合物は暗褐色であり、溶解すると茶色溶液となり槽
底の確認は困難である。
底の確認は困難である。

⑤ 但し、化合物 1 の濃縮物は一夜放置するとアメ状になり室温での濃硫酸に対する溶解速度が低く、完全溶解(完溶)させるのに加熱と時間を要した。
⑥反応槽から反応液が噴き上げた原因は、滴下した発煙硝酸によるニトロ化反応の進行と共に反応熱が発生し、発熱に伴い化合物 1 の溶解が一気に進み反応槽中に投入された大量の発煙硝酸と一気に反応が進行したと推測した。
⑦ また、急激に発生した発熱を現場の冷却能力ではコントロール出来なかった。
⑧ 化合物 1 の濃縮物が大量であったため、濃硫酸への溶解速度が遅く不完全な溶解状態で発煙硝酸を加えたため事故が発生したと結論付けた。
① 危険反応であるニトロ化反応のスケールアップ時に発生する危険性増大を過小評価していた。
② 本ニトロ化反応(危険反応)のスケールアップへのデータ取得が不完全であった。
③ 反応前に、溶液の均一性の確認方法を持っていなかった。
④ 実験室のトレース実験と少量実験で得たデータで作成した標準製造法をそのままスケールアップ(プラント)製造に適応していた。
⑤ ワーストケースでの実験(データ取り)がなされていなかった。実験室ではどうしても最適な状態でデータを取るため、事故は起こらないと思い込んでいた。
⑥ ワーストケースを想定した実験は、時間を取る、無駄なことが多い等から省かれることが多い。
⑦ 危険(発熱)発熱反応のスケールアップで最も気を付けなければならない温度制御の予測が出来ていなかっ た(経験不足)。
⑧ 本反応で最も大切なことは、化合物1を熱安定性を守って完全溶解させることであった。
① 原因究明の結果から、本反応を安全に実施するためには化合物 1 を完全溶解させることが重要であると考えられた。このことから、化合物 1 の溶解中の熱安定性が確保出来、ニトロ化反応を補助、或いは阻害しない溶媒等を検討した。
② その結果、化合物 2 の溶解速度、熱安定性、及びニトロ化反応を阻害しなく、熱安定性の良い溶解補助剤として無水酢酸を選択した(Table 1 参照)。

③ 化合物 1 (50 Kg)を内温50℃で無水酢酸に溶解し、本ニトロ化反応を実施した。その結果、反
応はスムーズに進行し実験室と同等の純度・収率で目的物 2 が得られた(Table 2)。

* 私的データより
④ 本ニトロ化反応の失敗から反応後処理法の開発にも着手した。委託先の反応後処理はアンモニア 水に滴下していたが、強酸-強アルカリによる中和反応であるため発熱が非常に激しかった。ニトロ化反応の後処理を安行うために、強アルカリの代わりに弱アルカリ性でバッファー効果のある酢酸アンモニウム水溶液或いは酢酸ナトリウム水溶液を用いことにした。本方法は殆ど発熱することなく中和させた(Table 3)。
本後処理で、 2M 酢酸アンモニウム水溶液を-5℃に冷却し反応液を滴下した時、クエンチに要した時間は1時間30分で処理液を冷却することなく処理温度は35℃まで上昇したのみであった。
Scheme 2 2) 特開平 10-114755より

① オキシ塩化リンの留去は、沸点、少量実験から大量でも可能と思い込んでしまった。また、オキシ塩化リンの留去以外のアイデアが出なかった。オキシ塩化リンの沸点より高い溶媒添加を考えたが、目的物の溶解性からあきらめた。
③ 現場で、反応混合物中のオキシ塩化リンを濃縮留去途中で 一夜放置した。この時、濃縮残差に流動性があったため留去を再開できると考えたが、反応缶内で目的物 4が部分的に結晶化と粘土の高いシロップ状となり、 反応缶から取り出せなくなった。
④ 実験室では、濃縮後40℃以下ですぐに水溶性溶媒で希釈し氷水に滴下し、過剰のオキシ塩化リンの分解と結晶化をさせていたが、濃縮途中で一夜放置したことはなかった。
⑤ 実験室で経験していなかったことをパイロット製造で操作を実施してしまった。
⑥ 実験室でケールアップ時に発生する可能性のある状況の予測判断が甘く、必要なデータ取りが不十分あった。
① 置換基であるクロルに代わる安全で、安価に、大量に製造できる新規 Pyrimidine 誘導体合成法の開発が必要となった(Fig. 2)。
② 脱離基の選択が問題となった。Pyrimidine 骨格を新たに作り上げるのでなく既存の合成ルートを生かすため、脱離基としてスルフォニル基にすることにし原料の一部をウレアからチオウレアへ変更した(scheme 3)。
③ Scheme 3 に示す様に、チオウレアを用いる代替え合成法を考えた。合成工程は長くなるが、危険物であるオキシ塩化リンの使用を避け、安全で環境に優しい大量製造法が確立できた(特許:特開平 10-11475参照)。


事例 3 撹拌数の予測不足による水素添加還元反応の失敗3)

3) 私的データより

4)オーエムラボテック株式会社製を加工し引用
原因:
① 実験室で、本還元反応は実験用オートクレーブ(実験機)を用いて機器の最大撹拌数 1,200 rpmで実験が実施された(Fig. 2)。この時、委託先から低速回転では反応が進行しないと指示があった。
② 担当者は委託先の指示通り実験機の最高撹拌数で反応を行っていたため、スケールアップ時の大小装置の撹拌状態(効果)を同等にする撹拌数の予測計算を方法を知らず、実機の最高回転数で実施していた。
③ 本反応はオートクレーブで 1,200 rpm で実施することにより反応は進行していた。パイロット製造を500 L水素添加反応槽にスケールアップし実機の最大撹拌数 86 rpmで実施したが、反応は進行しなかった。
④ パイロット製造の反応液を引き抜き、実験機で撹拌数 1,200 rpmで実施すると反応は進行した。
⑤ 大小の反応設備の撹拌効果が異なっていたためと考えられ、実機の撹拌状態を実機で再現出来ていなかったためと考えられた。
⑥ 担当者のスケールアップ知識が乏しく、製造現場設備の性能・能力の違いを考えていなかった(経験不足)こと、撹拌状態のスケールアップを知らなかったことから発生した。
① 実験室装置での必要最低撹拌数を検討した結果、850 rpm であった。これでも実機(回転数 86 rpm)で反
応が進行しないと思われた。
② 実験室のオートクレーブとプラントの耐圧反応機の形状及び撹拌翼の形状は異なり相似形でないため、単位体積当たりの動力(Pv)一定の式で回転数のスケールアップ計算が不可と思われたが、大小の装置の翼径/槽径が 75% 以上でなかったが、下記式(撹拌動力一定)の D を大小装置の翼径として計算した。
撹拌数 のスケールアップを、 Pv(単位体積当たり撹拌動力) = N X D2/3 で計算した。
N=回転数、D=翼径、Pv=撹拌動力 Pv:単位体積あたりの撹拌動力
③ オートクレーブの最低反応撹拌数 850 rpm から Pv 上記の式を用いて計算した。その結果、実機の撹拌数135 rpm が必要と算出された。この予測計算結果から、製造現場の 500
L 加圧反応槽(還元缶) の撹拌機にインバーター方式に変更し最大撹拌数を130 rpm へ改造した。
④ 改善された耐圧反応缶を用いて撹拌数を 130 rpm で製造を実施したところ、反応はスムーズに進行 し、実験室(オートクレーブ)で得られた収率、純度、不純物プロファイルと同等の化合物 11 が得られた。
事例 4 原薬の最終精製工程である濃縮晶析に失敗5)
5)私的資料より
① Fig. 4の実験室装置と現場晶析缶の構造(ジャケット)との間に差異が判断出来ていなかった。
③ 実験機の撹拌翼は半月板であり実機晶析槽はアンカー型であったが、濃縮晶析で撹拌翼の違いが結晶形を作り分けるかは不明であった。
④ 実験室の装置の構造を再考した結果、上部は空気に接触する空冷式、下部はマントルヒーターで加熱されており、2 段式ジャケット晶析缶の構造を模倣していたと考えられた(Fig. 5)。

6) 株式会社神鋼環境ソリューション ジャケットの種類より引用
⑤ 実機晶析機は上部が空気による空冷式となっているのではと考えた。実験室で実験装置の上部にアルミホイールを被せて実施した結果(Fig. 6b)、濃縮晶析に失敗し現場と同様な結晶形が得られた(現場、一段ジャケット晶析缶を模倣)。
Fig.
6 濃縮晶析実験機の自然冷却(6a)と保温効果(6b)
アルミホイール
|

⑥ 実験機の上部をアルミホイールで保温することにより溶液と容器の側壁の界面上で濃縮度が上がると結晶が形成され結晶化が進むが、溶液濃度(濃縮度)が過溶解度曲線を少し超えたところ(過飽和度の低い)で結晶が析出した。実機でも同様な現象が生じていたと推定された。
⑦ 実験機の上部を保温しない場合は、濃縮中に上昇した溶媒が上部で冷やされ凝集し溶液となり側壁を流れ界面で析出する結晶を洗い流していたものと考えられた。
① 原因究明の実験の結果から、晶析層の上部を冷却する必要があることが判明したことから、一 段ジャケットの晶析槽の変更が必要となった。
② 濃縮晶析の溶液濃度(濃縮度)を過溶解度曲線を十分に超えたところ(過飽和度の高い)まで移動させたところで結晶を一気に析出させる必要がある。
③ 晶析槽の上部を冷却する実機が必要と考えられ、実験機が二段式ジャケット晶析缶の構造を模倣していると考えられた。
④ 本晶析を実機二段ジャケット晶析缶で実施したところ、品質規格に適合した結晶形が毎回得ら
れた。
プロセス開発者は、現場製造設備・機器の構造と機能を理解して置く必要がある。
使用予定の現場設備の幾何学的相似形装置を使用して実験データを取得することを推奨する。
事例
5 中間体の水分規格の逸脱7)
Scheme 5の反応の生成物 13 の水分規格値は ≦ 0.4% 以下であるが、反応処理液から目的物 13 を AcOEt で抽出した後、抽出液に一般的な乾燥剤(硫酸マグネシウム、無水硫酸ナトリウム)を加えて脱水効果を検討したが、実験室で水分規格を達成できなかった。(Table 4)。
Scheme 5の反応の生成物 13 の水分規格値は ≦ 0.4% 以下であるが、反応処理液から目的物 13 を AcOEt で抽出した後、抽出液に一般的な乾燥剤(硫酸マグネシウム、無水硫酸ナトリウム)を加えて脱水効果を検討したが、実験室で水分規格を達成できなかった。(Table 4)。
7)私的資料より


① 無水 Na2SO4・無水 MgSO4は脱水剤として一般的に用いられているが、0.5%以下の脱水効果は期待できない。ではどうすれば良いのか。Table 5 は、乾燥剤の性質と能力を示す。

② 抽出液であるAcOEt は、最大で 3 重量% ほど水を溶解させる。逆に水に対しては 10 体積%(25℃)ほど溶解し温度が低いほど増大する。
① 乾燥剤による脱水操作では、水分値を達成できなかった。大量に用いると水分値を適合させることが可能かもしれないが、後処理が大変となるため脱水剤の使用を諦めた。
② 次に、共沸脱水を試みた。その結果、水分規格(≦ 0.4%)に適合した(Table 6)。

③ 他の強力な乾燥剤を考えたが、抽出液からの乾燥剤のろ過操作、ろ過に使用する機器の洗浄、洗浄確認等の操作が増えることを考慮し、反応缶から出さない共沸脱水操作を選択した。
④ 共沸脱水操作は製造現場でも化合物 13 の水分規格値をクリアーした。
事例 6 新規医薬品原薬 の PV (Process validation) への道、PQで原薬の性状逸脱8)
8)私的資料より

① PQ製造は標準操作法に従い実施され操作逸脱はなかったが、原薬が着色した。
② 実験室で着色原因について様々な因子(酸素、金属、塩基、酸等)を上げ検証したが、原因究明に至らなかった。
③ 本原薬は工程操作により着色することから活性炭で脱色していたことに着目した。その活性炭量は実験室及び治験薬製造を踏まえて決められていたが、スケールに合わせて活性炭量を検討していなかった。
④ 製造量が増量と共に操作時間の増大し中間体・原薬に掛る熱ストレスが増加し着色したのではないかと推定された。
⑤ 実際、製造記録書に従い操作時間等を合わせて実験室でトレースした結果、着色した原薬が得られた。
⑥ 操作時間による熱ストレスが増大したことが着色を強くし、活性炭量が不足したと考えられた。

Table 7 3000 L反応槽での予測操作時間10)

9)化学工業株式会社5L二重管式反応装置を加工し引用
10)私的資料より
例えば、
① ニトリル化工程及び加水分解工程を標準操作法のワーストケースで実験を繰り返し着色の原因を調査したが、原因の究明に至らなかった。
② 実験室で加水分解工程の酸化的加水分解後に、塩酸で中和したところで処理液の着色と不純物が増加することを既に確認していた。しかし、治験薬 GMP 製造(商業製造の 1/4
量)で規定量の活性炭量で脱色出来ていた。
③ 実験室で加水分解工程の後処理後の抽出液を活性炭処理し、得られたサンプルを再塩酸処理しても着色しなかった(また、ニトリル化工程で得られた溶液を塩酸酸性にしても着色しなかった)。
④ このことは、着色原因物質は加水分解工程の酸化的加水分解時に生成し、塩酸酸性化で更に分解、或いは着色物質へ変換されると考えられた。

⑤ 着色原因物質は塩酸酸性で着色物質に構造変化し、アルカリ性でもとに戻ることはなかった。

⑥ PQ バッチの製造指図記録書を基に操作条件・操作時間を合わせたトレース実験を行ったが原薬に着色 は見られなかった。しかしながら、活性炭量を 1 割減量させトレース実験を行ったところ原薬に着色が認 められた。
⑦ この着色物質の生成量は製造量(製造操作時間)の増加とともに増加し、PQ 時は治験薬GMP 時の4倍の製造量であるため、既定の活性炭量では着色物質を完全に除去出来なかったものと考えられた。
① 本工程で発生した着色問題は活性炭を増量することにより解決し、粗原薬の品質(純度、不純物プロファ イル)及び収率に影響を与えなかった。
② 活性炭量は PQ 製造記録書の操作時間に従い実施した実験から PQ に必要な活性炭量は標準操作法の 1.1 倍と割り出された。
③ しかしながら、着色物質は 1 回の活性炭処理量によりある程度除去可能であるが、PV (商業生産量)製造では相加的に着色物質が増加する可能性があり既定の活性炭量では全量除けないと結論付けた。
⇒しかしながら、スケールアップ時のストレスのかかり具合により、着色の度合いが異なる。
④ 最終的に、委託先との協議により活性炭量を標準操作法の 1 割増量と SOP
に活性炭処理の回数を規定せず、「ろ過液が無色透明になるまで繰り返す」と承認申請書 に記載することにした。
事例 7 コストダウンに向けた晶析のスケールアップで委託先に同意が得られなかった11)
11)私的資料より

12)私的資料より
① スケールアップ後の結晶サイズ、結晶多形、結晶癖、残留溶媒をどう保証するか?
② 晶析槽の形状、直径、仕込用量(容積率)、撹拌翼の形状、撹拌数、冷却速度は?
③ 晶析槽への溶液レベル(仕込み率)を合わせること並びにスケールアップ後の撹拌数を予測計算することにより撹拌状態の同等性の確保、冷却勾配の再現、種晶の添加時期・添加量・結晶サイズの同等にすることにより、晶析槽の大小に関われず同等性が再現できる。
① スケールアップ前後の現場晶析缶の大小の設計図(Fig. 8)から、Fig. 9 に示す様に幾何学的相似形のガラス製装置を設計製作し、容積率・撹拌速度を考慮しながら最適条件取得のため晶析を繰り返した。

13)化学工業株式会社 5L二重管式反応装置を加工し引用
② 晶析液の容積率を種々変更しデータ取りを行ったが、本晶析では晶析液から撹拌翼の上部先端が沈んでいると析出した結晶が蓋をして全体が均一に撹拌されなかった。
③ Fig. 9 に示した様に、500 L 晶析缶では晶析液 216
L 容量で晶析を実施していた(原薬27Kg製造)。スケールアップ6倍量では晶析液が1,296 Lとなり、2,000 L 晶析缶では容積率容量を計算するとその容量は晶析缶のアンカー翼が浸かるギリギリであった。これは、500 L 晶析槽と同等の容積率であった(Fig. 8)。
④ このことから、6 倍のスケールアップを想定したスケールダウンシミュレーションを製作したガラス装置を用いて実施した(Fig. 9)。撹拌数は「単位体積当たりの撹拌動力一定の式 Pv
= N X D2/3 」を用いて予測計算し、撹拌数以外の晶析条件(晶析濃度、冷却速度)はパイロット製造時の条件をそのまま用い本番の晶析を実施した。その結果、パイロット時と同等の品質(結晶サイズ、結晶多形、結晶癖、残留溶媒)と収量で API
を得た。
⑤ 幾何学的相似ガラス容器は、装置中で何が起こっているかを目視で観察が容易であり、委託先への説明も実演した。しかしながら、本晶析は容積率が重要であることから、委託先はリスク回避のため 4
倍のスケールアップに固守した。
事例 8 スケールアップ晶析時に品質規格である結晶サイズの同等性に失敗14)
14)私的資料より
Fig. 10 幾何学的相似実験機13)からPV時の晶析槽の図面

① Fig. 10 の様に、PQ 時に実験室で現場晶析缶の相似形ガラス晶析装置を用いて結晶サイズの規格に適合する撹拌数と冷却速度の最適化を行った。その最適化条件(撹拌数と冷却勾配)から 1000
倍の製造(PQ)に必要な撹拌数を計算この撹拌数で PQ
を実施し、予測通りに規格を満たしたサイズの結晶を得た。次に PV 製造(商業生産量 100
Kg(PQ の 10 倍))の 実施に当たり再計算し撹拌数を 40 rpm でと製造現場に指示した。
② しかし、現場の判断で10倍容量の晶析槽へ変更したにもかかわらずPV 製造をPQ時と同じ撹拌数(60 rpm)で実施した。 その結果、撹拌効率とせん断力が上昇し結晶サイズが小さくなり、規格逸脱を起こした。
③ PV 時に予定の晶析缶とPQ 時の晶析缶の翼径/缶径比は、共に約 0.64
でありほぼ相似形である。バッフルの形状が異なるが、この撹拌数で特に大きな問題が発生しないと考えた(Fig. 11)。

15)実際のPQ及びPV時の晶析槽図面より
対策と変更:
① 撹拌数を標準操作法に記載する。撹拌数ばかりでなく、操作条件を製造現場が判断に迷わない様に(判断させない)記載する必要がある。
② 再指示し、PV 時の撹拌数を計算通りの 40 rpm で製造を実施した。その結果、品質規格通りのサイズの結晶を得ることが出来、商業生産バッチ量である 100
Kg のPV 製造に成功した。
事例 9 かさ密度を制御する結晶サイズの作製に失敗した16)
16)私的資料より
①晶析操作で大きな結晶を得る一般的方法は、1) 撹拌数を下げる、2) 冷却勾配を緩やかにさせる等である。
② 本化合物の結晶形態は針状晶であり、緩やかな間欠撹拌、非常に緩やかな冷却を試みても、所望の結晶サイズまで大きくならなかった。
① 一般的な晶析方法では、所望の結晶サイズの結晶が得られなかった。
② 一般的な晶析方法以外に、大きな結晶を得る方法として温度スイング晶析*が知られている。
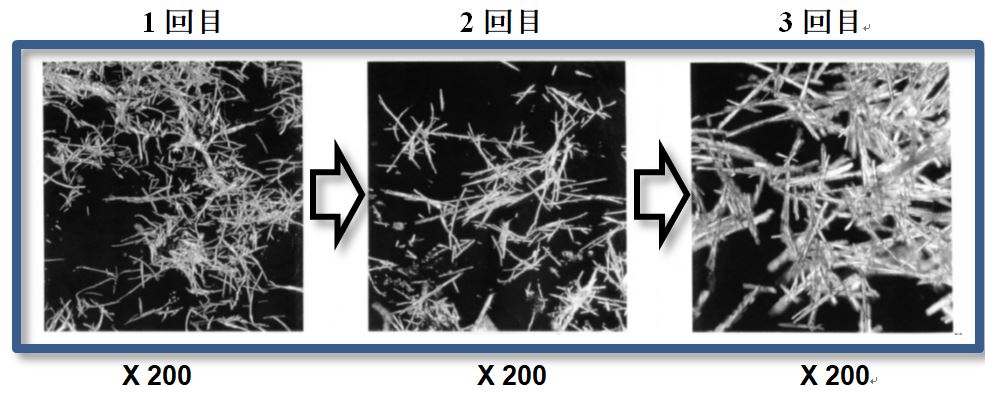
③ 結晶サイズを制御するために、実験室で本結晶法を 3
回繰り返しFig. 12 に示すように大きな結晶を得、かさ密度の品質規格を達成することが出来た。
④ 実機でも同様に温度スイング晶析を3回から5回繰り返し、その都度結晶を抜き取り結晶サイズを検証しため。晶析は3回繰り返すことで品質規格適合品が得られることがバリデートされた。
17)私的データ写真より
*「温度スイング晶析」とは、晶析時に温度をスイング(加熱と冷却の繰り返し)させ、微細な結晶を溶解し、溶解していない結晶を核として結晶を成長させる方法である。
事例 10 濃縮温度・時間の増加によるストレスでラクトン体(不純物)が増加した18)
18)私的資料より

① 実験室では、本工程でラクトン体の増加は極わずかで晶析でラクトン体は除去できた。
② 工程操作は、エステルを水酸化ナトリウムで加水分解しナトリウム塩とし、酢酸カルシウムを用いてカルシュウム塩化し酢酸エチルで抽出後に減圧濃縮する。酢酸エチルはアルカリが存在すると水分により加水分解が促進され酢酸を生成する。
③ 本減圧濃縮時に含まれる水分及びアルカリ成分が含まれると温度条件より濃縮と共に酢酸エチルが分解され、濃縮液に酢酸が増加すると減圧濃縮時に共沸脱水されるためラクトン体の生成が促進した。
④ この時、濃縮時間に比例してラクトン体が増加した。商業生産では、反応缶で抽出液(AcOEt)1,200 Lを濃縮する と 8 時間以上を要すると予想された。濃縮時間・温度に比例しラクトン体が増加する。
① 濃縮時のストレスを最小にし、短時間に濃縮する方法は? 1)濃縮温度の低減、濃縮時間の短縮(減圧度を上げる)、2)濃縮時間の短縮:薄膜濃縮機(エバポール*)の使用
② 反応缶で濃縮に 8~12 時間程度かかるが、エバポールでは 3.5hr(1200L濃縮)と予想された(Fig. 13)。濃縮はエバポールを使用することにより低温で短時間に出来るこことから、ラクトン体の生成が低減できると期待された。
Fig. 13 エバポール19)

19)㈱大河原製作所より引用
③ 次に、生成するラクトン体は仕方がないと考え、晶析温度によるラクトン体除去効果を検証した。ラクトン体を添加しスパイクテストを実施した結果、原薬に含まれるラクトン体は温度依存的に除去率が上昇した(Table 8)。

20)私的資料より
④ 次に、スパイクテストを実施した結果、ラクトン体0.7% に増加しても、晶析温度を 30℃
で実施すると委託先の規格値 0.05%(局法:0.1%)以下を実現できることが判明した。従って、ラクトンの含量に安全率を掛けても0.3% 以下で晶析温度 30℃ で行うと0.035% 以下にすることが可能になった(table 9)。

⑤ PQ時に発生したラクトン体量(0.04~0.06%)から10倍以上のスケールアップに耐える晶析法が確立されたと考えられた。実際、PV 製造、1 バッチ目のラクトン体は 0.19%
となったが、精製工程を晶析温度30℃で実施した結果、ラクトン体が 0.028% へ低減出来た(Table 9)。
⑥ 粗原薬からラクトン体量を低減させる方法として、濃縮はエバポールを使用、晶析は温度30℃ で実施する条件を見出すことが出来た。
⑦ しかしながら、簡単には抽出溶媒を酢酸エチルから酢酸イソプロピルに変更するだけで濃縮時のラクトン体増加は殆どなかった。
事例 11 マレイン酸塩による結晶化で実験室の晶析率が再現出来なかった21)
21)私的資料より

原因:
① 製造記録を照査したが、逸脱はなかった。
② 本工程の開示資料では、収率は59.9% であった。何故?の疑問を持たなかった。
③ 次に、晶析液中で何が起こっているのか検証するため晶析上澄み液採取し、全物質が分析できる NMR とHPLCを選択し、上澄み液を分析した結果、NMRとHPLCの分析の結果から、晶析溶液中に化合物 5 (目的の塩)と、化合物 3 及びマレイン酸モノメチルエステルがほぼ 1 : 1 で存在していた(Scheme 11 及び 12)。
Scheme 11 製造実機晶析液の上澄中に含まれた化合物(HPLC)21)

Scheme 12 製造実機晶析液の上澄中に含まれた化合物(NMR)21)

マレイン酸はScheme 13に示す様に、溶液中では熱により容易に環化しマレイン酸無水物となり、アルコールが存在するとメタノールと反応してマレイン酸、マレイン酸無水物とマレイン酸モノメチルエステルの平衡状態となる。
Scheme 13 マレイン酸のメタノール中の平衡

④ マレイン酸のメタノール溶液を事前に調製しているとマレイン酸とマレイン酸モノメチルエステルの混合物(1 : 1)となり、マレイン酸とは塩を形成し析出し、マレイン酸モノメチルエステルとは塩を形成しても析出しないか、塩を形成しない可能性がある(Fig. 14)。
Fig. 14 マレイン酸メタノール溶液の調製直後と調製後一夜放置した時の溶液内の状態

何故、マレイン酸がマレイン酸無水物に変化したか?製造記録から、マレイン酸のメタノール溶液は事前に調製されていた。 これが原因であった。
対策と変更:
① 事前にマレイン酸のメタノール溶液を調製しない、滴下直前に調整する、メタノール(アルコール系)溶媒を
用いない、或いはメタノールからアプロティックな溶媒へ変更するが推奨された。
② マレイン酸を用いる塩形成精製晶析では、マレイン酸のメタノール溶液を投入直前に調製するか、或いはマレイン酸を晶析液に直接投入する方法が最適と思われた。
③ 本晶析では、マレイン酸を晶析液に直接投入する方法を採用し、10 Kg の製造に成功した(Table 10)。
Table 10 開示、トレース、確認試験及び製造時の純度と収率の結果21)

事例 12 スケールアップ時の冷却効率を考える22)
Scheme 14 の反応は、極低温反応でありクロロヨウドメタン(CH2ClI)に LDA を滴下し、すると大きな発熱を伴い反応温度が急激に上昇する。仕込量が増加すると滴下時間が延び原料の残存量が増え収率が低下した。
22)私的資料より
Scheme 14 本工程の反応機構23)

Table 1122) 化合物
20 の量と収率

原因:
① 反応混合物中で何が起こっているか?
② 反応条件:反応温度(上限・下限)・滴下時間は適切か?
③ 反応完結に副原料(試薬)(CH2ClI-LDA)*が 4 当量必要。何故か?
④ LDAを急速に入れる必要がある。何故か?
⑤ 反応活性種(LiCH2Cl)の安定性・寿命は?
⑥-70℃以下で副原料・LDAを 4 eq. 必要とした。しかし、原料・生成物に副反応が殆ど起こらな
い。何故か?
⑦ 本反応に影響を与える要因は他にあるのか? 以上の疑問が出た。
本反応は、反応温度が -50℃ を超えると急速にアニオンが分解し収率が低下した。また、-70
℃ を守り LDAをゆっくり投入するとアニオンが分解し収率が低下した。この時、 CH2ClIは
殆ど分解していたが、原料はかなり残っていた(Table 7)。 CH2ClIとLDAを 4 eq. 以下にする
と原料が残り収率が低下した。
殆ど分解していたが、原料はかなり残っていた(Table 7)。 CH2ClIとLDAを 4 eq. 以下にする
と原料が残り収率が低下した。
対策と変更:
上記の原因から本反応状況を考えたことは、
① 反応缶内で何が起こっているか不明であるが、反応活性種(CH2Cl-Li)は LDA の投入直後に生成するが、反応と分解の競争が生じる。活性種は非常に不安定(温度・時間)である。
② 反応温度をコントロールするためには、反応缶の冷却能力に合わせバッチ当たりの製造量を減らすしかない。
③ 反応溶液の濃度を下げ冷却効率を上げ発熱を抑える。或いはもっと反応温度を下げLDA 投入時の発熱を吸収させることにより、投入速度を速めたらどうなるのだろう。
④ 活性中間体が非常に不安定であること、原料が分解せず残ることから、副原料と LDA を分割して導入する方法はどうかと考えた。
⑤ しかしながら、本反応による大量合成は非常に困難であると考えた。従って、他のハロゲンメチル化法が必要と結論付けた。
反応活性種(LiCH2Cl)は、寿命が非常に短く短時間で投入する必要があり、-60℃ を超えると不安定となり分 解した。本反応のスケー ルアップは、製造設備の性能・能力(-80℃ は可能だが)から困難と考えられた。このことから、活性種を変更する必要があった。
ハロゲンメチル化反応を調査した結果、Xuebao Wang* らは、ClCH2COOHとLDAからジアニオンのエノレート(Synlett, 2000(6), 902-904)を、D. Heldmannらは、 (ClCH2COO)2SiMe2
と Grignard 試薬でエノレート( US 6667422 B2 )を作製し、α-ハロケトンを合成していた(Scheme 15)。
Scheme 15a24) Scheme 15b25)

24)X. Wang, et
al., Synlett, (6), 902-904 (2000), 25)D. Heldmann, et al., US 6667422 B2
寿命が長く、熱安定性がある活性種で特許に抵触しない α-ハロケトン合成法の開発が必要となった。下記 Fig. 17 に示す様に、熱安定性がよく寿命が長い活性種である ClCH2COONa と Grignard 試薬(R*MgCl)で作製する 化合物 28 を採用することにした(scheme 16)。
Scheme 16 α-クロロ酢酸ナトリウム塩とグリニャール試薬による反応22)

ClCH2COONa と Grignard 試薬による活性種での反応にはClCH2COONa 及びGrignard 試薬が 2.5 当量必要であったが、活性種は熱に安定であり反応温度を 0~5℃ へ昇温させることが出来た。また、本反応も反応熱が激しかったが Grignard
試薬を 4 分割で投入することにより、反応温度のコントロールが容易となった(Fig. 14)。本反応を反応温度を -5~0℃で実施することにより、製造現場で 78 Kg 製造(収率 97%)に成功した。

事例 13 反応後処理でエマルジョン化による抽出効率の低下と収率低下26)
26)私的資料より

① 本工程での操作でエマルジョンが発生したとの相談を受けた時、BF3-OEt2の分解が不十分ではないか。
② BF3-OEt2をホウ酸とテトラフルオロホウ酸に完全に分解しないと、BF3-OEt2は有機溶媒に容易に溶解するため、エマルジョンになる可能性がある。
③ 分解用と分離用の水が足りない可能性に気が付いた。
④ また、実験室の分液ロートの撹拌より反応槽の撹拌効率が高いため、エマルジョンになり易い(Fig. 16)。実験室でエマルジョンが発生した分液条件はスケールアップ後に注意を必要とする。

⑤ 抽出液のエマルジョン部分を抜き、水を追加してもらうと2層へ完全に分離した。
① 本反応終了後に標準操作法の水の添加量を1.5倍増量することにより、抽出層は完全に2層に分離出来、標準操作法の収率に適合した。
② 実際、製造現場で操作を中止していた抽出液に水を標準操作法の規定量の0.5 倍容量(全体として1.5倍)を添加したらエマルジョンは解消し、完全に分離し抽出を完了することが出来た。
③ 委託先と協議し標準操作法の水添加量を1.5 容量への増量とトルエンでの抽出操作を 2 回実施することにした。
プロセス開発に於けるスケールアップの失敗を防ぐためには、
プロセス開発では、社内創薬研究から上がってくる合成法或いは委託先からの製造法があり、特に、委託先からの製造法を変更する場合、委託先を説得するデータが必要となる。このことから、プロセス開発に於けるスケールアップの失敗を未然に防ぐためには、品質リスクマネージメントとして品質リスクアセスメントの実施とスケールアップに失敗しない(逸脱しない)データ取得計画が重要となる。
変動要因のパラメータには、スケールアップで変更してはいけないパラメータ「示強的数値」と変更しなければならないパラメータ「示量的数値」がある。実験室で得たデータから示量的数値をプラントの製造設備・機器の構造・原理・性能・能力とスケールに合せた撹拌数、操作時間等を予測計算する必要がある。示強的数値であるクリティカルな温度、及び原料と副原料・試薬・触媒等との量比等のパラメータに目標値を入れた範囲で設定する。その設定したパラメータ範囲のワーストケースを用いて標準操作法に従い実験し、中間値・原薬等の品質目標を達成できるかを検証し、堅牢性の高い製造法を確立することを薦める。
プロセス研究者は、スケールアップに重要な最適化条件として、クリティカルパラメータを見極める目が必要である。また、パラメータに安全域を確保できるか、或いは確保出来ない(重要パラメータ)かにより、製造現場への対応(担当者の教育)、設備・機器の性能・能力から使用する設備の選定、或いは新たに設備設計に携わらなければならない。更に、プロセス研究者は医薬品製造に必要な薬事関連法規、GMP、その他の規制当局の法令を遵守する必要がある。プロセス研究者は、「終わりよければ全てよし」ではなく、原料から原薬(或いは中間体)までの品質、製造設備の適格性評価、製品標準書、製造指図・記録書、試験記録、並びに品質保証等のトレーサビリティーと法令順守が無ければ、幾ら製造しても製品として市場に出せないことを肝に銘じておかなければならない。
纏まりのない内容ではあるが、プロセス開発を行っている方々が失敗しないために参考になれば幸いである。本内容は殆どが私的データ
コメント
コメントを投稿